SALVADORI MT-REX™ Product Announcement
from waste to value: the ENVIRONMENTAL and economical benefit of waste tire recycling in the mining industry – THE CASE OF SALVADORI MT-REX™
Our planet has over 6,000 operating surface mines working around the clock to provide the raw materials that fuel our globe’s economic development. These mines have been operating for an average of 23 years, and 20% have been working for greater than 40 years. To operate efficiently, these surface mines utilize a wide range of equipment, such as dumpers, loaders, and other wheeled vehicles. A sample of 1,300 of the mines revealed a staggering 38,000 mining trucks in operation. This massive fleet of trucks is equipped with extra-large tires, up to a 63” rim, which weigh up to 6 tons, and have an outside diameter of 4.1 meters. A mining dumper is typically configured with 6 wheels to tackle the demanding operating conditions, and each of these tires has an operating life of 5 to 10 months. Once these tires can no longer be repaired or retreaded, they require disposal. Some quick math yields an estimated annual consumption of one million mining truck tires, which equates to 5 million tons of material to be managed. Extending this analysis to the wide-ranging fleet of mining vehicles results in a mind-numbing eco-liability for today and future generations.
The problem
Huge stockpiles of waste tires pose health and environmental concerns. In warmer climates, a waste tire will store rain and become an ideal incubator for mosquito larvae, thus increasing the risk of spreading diseases such as dengue, malaria and zika.
In addition, tire fire risk is very high in terms of both environmental impact and safety to the nearby population of people and animals. During a tire blaze, toxic emissions can include sulphur, polycyclic aromatic hydrocarbons (PAHs) and benzene emissions with potential carcinogens. In more severe blazes, the combustion of tires can cause oxygen deficiency. In these cases, the pyrolytic process originates oils, benzene, phenols, and other substances capable of contaminating not only the atmosphere, but also the soil and water table.
Examples of tire burning accidents generating environmental catastrophes include:
- Winchester (USA): The blaze’s smoke caused smog for 3 months
- Seattle (USA): A million+ tires burned steadily for over 3 months
- Rovereto (Italy): A tire manufacturer’s outdoor storage facility burned uninterrupted for 11 days. Firefighters from 6 different provinces labored to extinguish the fire.
- Hagersville (Canada): A 17-day fire resulted in the population’s evacuation.
- Saint-Amable (Canada): estimated 20 million liters of pyrolytic oils contaminated groundwater and underwater aquifers.
- Al Jahrah (Kuwait): An estimated 5-million tire fire’s smoke near Al Jahrah was visible from space satellites.
The need to recycle waste tires has been recognized by regulators world-wide for decades. In progressive countries and regions, new legislation has mandated change.
- EU Directive 1999/31/EC on the landfill of waste requires all EU countries to ban the disposal of both whole and shredded tires to landfill. The focus has initially been dedicated to passenger and truck tires, but there is a growing awareness of the need of address this problem in mining tires.
- The 2014 Waste Amendment Act in South Africa limits residues of mining operations
- The 2016 Law 20.920 for Chile introduces the “extended responsibility of the producer” scheme for tires.
- Australia’s ESR/2015/1836 mandates the disposal and storage of scrap tires at mine sites
The old approach
In countries without legislation, the mining industry has two methods for dealing with waste tires:
- Stockpiling
- Landfilling
Neither approach actively manages the environmental liability, which could exceed $1 Billion USD.
However, some mining companies are proactively beginning to downsize waste OTR tires. Up until now, there have been two downsizing alternatives:
- Destroying the tires with a demolition shear mounted on an excavator … converting the hydraulic arm on heavy equipment to a downsizing operation
- Implementing multiple pieces of manually operated downsizing equipment
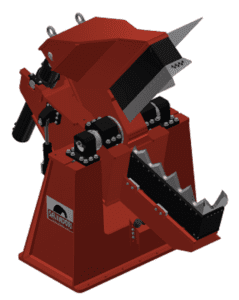
Salvadori is pleased to introduce MT-REX™, a new patent-pending OTR tire downsizing system. The MT-REX™ delivers considerable benefits to mines and mine service companies.
- Compact: One integrated piece of equipment
- Mobile: A modular construction for quick relocation
- Efficient: Fast processing time. For example, an MT-REX™ can downsize a 63” tire in less than one hour
- Automated: Only one operator is required
- Green: Consumes up to 50% less energy than an excavator equipped with a shear
Before diving into the details, a review of the entire OTR tire recycling process is helpful to understand downsizing’s role in the process.
Salvadori solution
Salvadori has been on the forefront of tire recycling equipment for over 30 years. Salvadori has engineered an integrated solution that converts these waste OTR tires into a valuable and reusable resource … crumb rubber.
The first step in recycling a waste tire is the downsizing process, whereby the tire is cut into multiple sections that can be processed by a traditional shredding line. Salvadori MT-REX™ is the world’s first fully-integrated OTR tire downsizing equipment.
Following downsizing, the shredding process takes place. In the shredding step, the waste tires are separated into components: steel, textiles and granular rubber.
The third and final step is converting granular rubber into colored and moulded products with other Salvadori equipment.
These three steps of downsizing, shredding, and conversion close the loop of the circular economy and enable the transformation of waste to value.
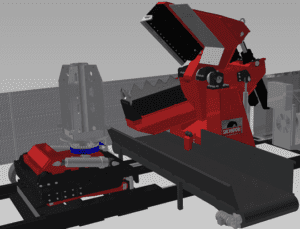
Salvadori MT-REX™ is the first fully automated system capable of managing tires up to 63” rim diameter and provides a continuous flow of clean and standardized sized tire chunks. MT-REX™ can be operated by a single operator by means of a forklift … no overhead crane is necessary. Whole OTR tires are loaded in the front-end, and pre-determined sized tire chunks roll down the MT-REX™ conveyor belt.
The MT-REX™ completes four downsizing jobs in a single piece of equipment:
- Loading
- Positioning
- Cutting
- Conveying
Loading
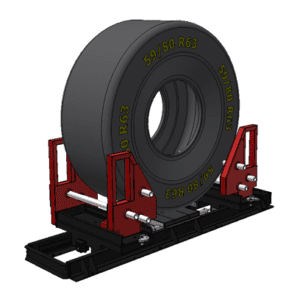 |
A forklift places the end-of life OTR tire in the cradle. This cradle can safely accommodate smaller tires with a 1.8 meter outside diameter (OD) to a large tire’s 4.1 meter OD. In other words, virtually any OTR tire can be loaded.
The cradle’s opening and closing movement is performed by oil hydraulic cylinders. In order to safely load the tire, proximity sensors help the forklift operator position the OTR tire. |
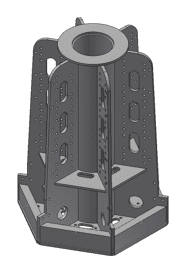
Positioning
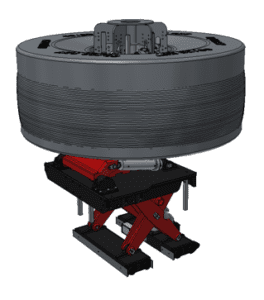 |
This positioning unit makes 3 movements:
1. The unit’s mandrel probes the inside of the tire and pivots 90 degrees. This places the tire on a horizontal plane. 2. The unit moves horizontally to automatically position tires with different diameters at different distances from the cutting unit. 3. Finally, the unit raises the tire to the pre-programmed height. These three movements place the tire in the most-efficient cutting location based on each tire’s unique geometry. Then during the cutting operation, after each cut is performed, the tire is automatically rotated by a prescribed number of degrees to prepare for the next cut. This unit is moved by oil hydraulic cylinders. |
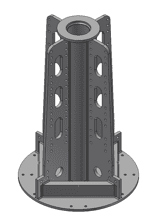 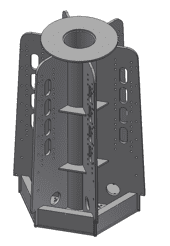  |
Depending on the tire size, the positioning unit is fitted with a mandrel designed to keep the tire in place during the cutting operation.
Three mandrels are available for varying rim dimensions. · Small ranges from 33-35-39″ rims · Medium ranges from 45-49-51″ rims · Large ranges from 57-63″ rims If future tires exceeding 63” rim are developed, MT-REX’s™ configuration can be expanded. |
Cutting
 |
The cutting unit performs tire downsizing with a uniquely designed 1.5 meter length blade profile operated by high pressure double effect oil hydraulic cylinders.
The cutting depth and speed are customizable based upon tire geometry, tread dimensions and other parameters. This enables operators to select the optimum size downsized tire chunks while maximizing cutting speed. The cutting blades have been designed to be quickly and easily removed for maintenance and replacement. |
Conveying
 |
The downsized pieces are automatically removed by an electrically operated conveyor belt. This unit can be extended and connected to an external container or to the input feed of a traditional tire shredding line.
The integrated conveyor keeps tires from being contaminated by foreign objects such as rocks, which could adversely affect shredding equipment. |
The MT-REX™ is pre-programmable by PLC and a touch screen HMI management system. The PLC allows the possibility of storing a sufficient number of programs (recipes) for the processing of different types of tires. In addition, the MT-REX™ can also be operated with a radio frequency remote.
Power to the MT-REX™ is supplied by 400V-50Hz-3 phases + neutral + grounding.
MT-REX™ is powered exclusively by electrical motors. Diesel fuel is only required if an electrical generator is used. The electrical power is an environmentally sustainable (no exhaust emissions), low-cost solution. Standard energy consumption is 40kWh, which translates to a few Euros per hour of electric energy to operate the MT-REX™. Even if the electrical power is supplied by a diesel generator, the fuel consumption is less than 50% of an excavator equipped with a shear.
Safety is uncompromised with the MT-REX™. Fixed guards surround the cutting area, with two side gates enabling maintenance operations. These maintenance gates have an electric safety lockout feature to prohibit access during operation. Additionally, optical safety barriers protect the loading site. The system is compliant to European Machinery Directive 2006/42/EC.
Optional internet-ready webcam connection is available to remotely diagnose the system and perform routine maintenance.
Despite its weight of nearly 42 tons and a footprint of 7 X 14 meters, MT-REX™ is modularly configured, making relocation to an alternative site easy in only two days (one day for disassembly and one day for re-assembly).
The MT-REX™ is engineered to tackle the most demanding challenges
Downsizing OTR mining tires for trucks and loaders is a big challenge. Tires designed to perform the demanding mining requirements are not easy to destroy. Salvadori’s MT-REX™ is engineered to deliver.
A maximum shearing force in excess of 330 tons enables the continuous cutting operation.
The blade geometry was engineered to transfer the shearing power into the tire.
The blade material and structure in the MT-REX™ is designed to optimize the cutting parameters, which requires trade-offs.
- High cutting capacity;
- High resistance to wear;
- Repetitive impact strength;
- Resistance to thermal shock;
- Dimensional stability to heat treatment;
- Ease of maintenance/replacement;
- Low operating cost
During the cutting process, the tire releases elastic energy as it is downsized. At the same time, significant friction and pressure is exerted from the blades. The MT-REX™ is designed with heavy duty materials to handle these bursts of energy. Furthermore, the safety gates are in place to protect by-standers.
Finally, the MT-REX’s™ material handling system is flexible and customizable to handle a breadth of tire sizes and weights over varying distances. The conveyors and loaders are designed to handle incremental water weight during the process. For example, a 63” tire placed horizontally can retain up to 3 cubic meters of water, and the MT-REX’s™ lifting equipment is designed to easily handle this incremental load.
The benefits
With a processing time of less than one hour for a 63” tire, MT-REX™ continuously operated can downsize more than 7,000 tires per year and consistently feeds more than 35,000 tons per year of clean and regularly cut pieces to a traditional shredding line. All of this can be completed with only one operator who is safely located behind the gates.
Comparing the MT-REX™ to alternatives make economic and safety decisions easy. For example, an excavator with a shear will burn over 210,000 liters of fuel per year and require additional equipment to move the highly irregular downsized rubber to the following process. This operation must be staffed by multiple people per shift, all who are in close proximity to the downsizing process involving multi-ton tires.